From:Taian Haishu Machinery Co.,Ltd. Updatetime:2012-1-17 10:26:56 Views:
CNC lathe knife before the knife principle and method: the knife is the main operation of CNC machining and important skills. Under certain conditions, can determine the accuracy of the knife precision parts, while also directly affect the
CNC lathe knife before the knife principle and method of
CNC lathe knife before the knife principle and method: the knife is the main operation of CNC machining and important skills. Under certain conditions, can determine the accuracy of the knife precision parts, while also directly affect the efficiency of the tool CNC machining efficiency. Just know that the knife is not enough, but also know the various CNC knife set on the way, and these methods in the processing of the call method, but to know the advantages and disadvantages of various methods of knife, conditions of use (the following discusses the numerical control system based on FANUC OiMate example) and so on.
1 Why should the knife

In general, the parts on the machine tool CNC programming and machining is carried out separately. NC programmers design drawings based on parts, choose a convenient coordinate system and the origin of programming, we call the origin of the program coordinate system and procedures. Origin of the general procedures and part of the process coincides benchmarks or design basis, it is also known as the datum.
CNC lathe power, shall be zero (reference point) operation, which aims to build CNC lathe for position measurement, control, display uniform basis, the so-called machine zero point, its location determined by the machine position sensor. As the machine back to zero, the tool (tip) location away from the machine zero point is fixed, so as to facilitate the processing of the knife and can be machine back to zero after the tool tip position as the origin.
In Figure 1, O is the origin of the program, O 'is to tip the machine back to zero after the reference to the machine zero position.
Programmer according to the procedure in the coordinates of the coordinate system data preparation tool (tip) of the running track. As the tip of the initial position (machine zero) the origin and procedures exist to offset distance X and Z to the offset distance, making the actual tip position and the position of program instructions have the same offset distance, therefore, be the from the measured and set into the CNC system, the system adjust the trajectory of the tip.
The so-called knife, its essence is the amount of program origin and the machine side of the origin of the offset distance between the origin and set the program as a reference in order to tip the machine coordinate system in the coordinates.
(2) test the principle of the knife cut
On the knife There are many ways, according to the accuracy of the knife can be divided into rough and precision of the knife on the knife; according to whether the use of the knife the knife instrument can be divided into manual and automatic tool; according to whether benchmarking tool, and can be divided into absolute and relative to the knife on the knife. But no matter which way the knife are inseparable from the test cut on the knife, the knife cut test is the most fundamental way to the knife.
In Figure 2, for example, test cut on the knife as follows:
① In the manual operation mode, use the selected tool in the allowance within the cylindrical test piece cut, note the time display in the X-coordinate #118alue, denoted by Xa. (Note: The display and programming of CNC lathe X coordinate #118alue is generally the diameter).
② the tool along the + Z direction of the margin back to the workpiece at the end point (assumed to be α-point) cut end, recording time display in the Z coordinate #118alues, denoted by Za.
③ test measured outer diameter of the workpiece after the cut, denoted by φ.
If the program origin O located at the workpiece end face (generally must have completed the finishing end) and the rotation center of the intersection, the program origin O in the machine coordinate system of coordinates
Xo = Xa-φ (1)
Zo = Za
Note: The formula of coordinate #118alues ??are negative. To Xo, Zo into the NC system that is set to complete the tool set.
3 program origin (datum) is set
In the FANUC CNC system, there are several ways to set the program origin: ① Set the tool offset compensation; ② starting with the G50 set tool; ③ Setup with G54 ~ G59 origin; ④ with the "move the workpiece" Set Program origin.
Set the program origin is an integral part of the knife. Each set has a different programming method used, the application of different conditions and different efficiency. Methods can be combined with various settings.
(1) set the tool offset compensation, including compensation lathe tool tool "wear" compensation parameter and the "shape" compensation parameters, both of the turning tool offset compensation and composition parameters. Try cutting knife to obtain the offset of the general settings in the "shape" compensation parameters.
Test and set the blade of the knife cut side steps are as follows: ① with External Turning Tool test - OD, out along the + Z axis and maintain the same X coordinate.
② measuring outer diameter, denoted by φ.
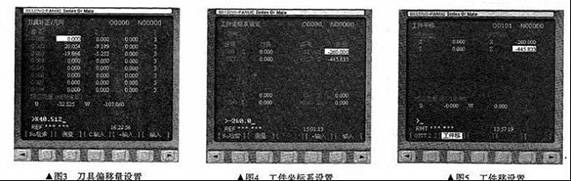
③ Press "OFSET SET" (offset settings) button → to enter the "shape" compensation parameter setting interface → Move the cursor to correspond with the number of cutter location, input Xφ (Note: here on behalf of the diameter #118alues ??of φ , rather than a symbol, the same below), press the "measure" button, the system automatically according to formula (1) to calculate the X direction of the tool offset (Figure 3).
Note: in the corresponding position can be input directly or calculated #118alues ??obtained from the display, press the "input" button to set. ④ with cylindrical workpiece face turning test, exit along the + X axis and maintain the same Z coordinate.
⑤ Press the "OFSET SET" button → to enter the "shape" compensation parameter setting interface → Move the cursor to correspond with the number of cutter location, input Zo, press the "measure" button, the system automatically according to formula (1) calculate the Z direction of the tool offset. Also free to "enter" offset.
⑥ Set the tool offsets in CNC program using T code.
This approach has a straightforward, simple operation, programming and can be completely separate from the knife and so on. Meanwhile, in various combinations are used to set the tool offset mode setting, so the most common application of the knife.
(2) starting with the G50 set tool
① test with a cylindrical outer turning, face to retreat along the + Z axis point within the margin (assumed to be a point).
② measuring outer diameter, denoted by φ.
③ Select "MDI" (manual order entry) mode, the input GO1 U a φF0. 3, cut end to the center (the program origin).
④ Select "MDI" mode, the input G50 X0 ZO, press the "start" button. The current position is set to tip the machine coordinate system of coordinates (0,0), then the program origin coincides with the origin of the machine.
⑤ Select "MDI" mode, enter GO X150 2200, to move to the tip from a knife-point. Point for the tool away from the workpiece, tool to facilitate anywhere, here assumed to point b, the coordinates of (1.50,200).
⑥ processing must begin with the G50 X150 2200, that location is set to tip the machine coordinate system (150,200). At this point the tip of the program coordinates (150,200) and the tip of the machine coordinates (150,200) in the same location, the program is still the origin coincides with the machine zero point.
⑦ When the tool with the G50 X150 2200 set the starting point coordinates, the benchmark tool starting position and end position of the program must be the same, that is, before the end of the program, required instruction GO X150 2200 the benchmark tool back to the same point, in order to ensure repeat the process into chaos knife .
⑧ If a second reference point G30, and the numerical parameters of the system is set in the second reference point from the knife-point position, repeat the process to ensure the knife is not chaos, this time the program starts: G30 UO WO; G50 X150 Z200.
⑨ If you do not have the above ③, ④, ⑤ step GO1 U ~ φF0.3, G50 XO ZO.GO X150 2200 directive from the knife to get the position, the following formula can also be specified from the knife-point in the machine coordinate system (shown screen) in the coordinates:
Xb = Xa-φ +150 (2) Zb = Za +200
Then jog or pulse operation, the tip moves to (Xb, Zb) position.
Number of Machinery Manufacture Co., Ltd. Taian Hai Technology Center feeds
September 16, 2011